 Europe
Europe  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Malzeme Kütüphanesi
Malzeme Kütüphanesi  Makaleler
Makaleler  E-book & Kılavuzlar
E-book & Kılavuzlar  Üretim hikayeleri ve vaka çalışmaları
Üretim hikayeleri ve vaka çalışmaları  Free Tools
Free Tools Üretim Standartları
Xometry, teknik özelliklere uygun parçalar sunmayı ve endüstri standartlarını karşılamayı taahhüt eder. Bu üretim standartları sayfası, partner ağımızın ve kalite kontrol mühendislerimizin takip ettiği standartlar konusunda sizlere rehberlik edecektir.
Xometry, tasarımınızı seçilen üretim yöntemine göre optimize etmenize yardımcı olmak için kapsamlı bir Tasarım Kılavuzu seti geliştirmiştir; kritik ipuçları ve püf noktalar için lütfen bunlardan yararlanın. Tasarım Kılavuzları ile bu Xometry Üretim Standartları seti arasında bir çelişki olması durumunda, bu standartlar geçerli olacaktır.

İşçilik Standartları
Xometry ile üretilen siparişler sürece uygun olarak aşağıda belirtilen minimum işçilik standartlarını karşılayacaktır. Metal parçalar için ISO 2768 (medium/fine), plastik parçalar için 2768 (orta), kılavuz ve dişliler için ISO ve ANSI/ASME üretim standartlarına bağlıyız. Projeniz aşağıda listelenen standartların ötesinde bir işçilik gerektiriyorsa, lütfen mühendislik çizimlerinizde, satın alma talimatlarınızda veya şartnamelerinizde gereksinimleri açıkça belirtin.
Takım Kademeleri, İşleme ve Tırlama
- Ardıl işlemsiz yüzeyler = Sadece işlenmiş yüzeylerde takım izleri görülebilir, ancak yüzeylerde çapak, talaş, takım izleri gibi kusurlar bulunmayacak ve yüzey pürüzlülüğü spesifikasyonlarını karşılayacaktır.
- Belirtilen kritik yüzeylerde tüm yüzey boyunca takım kademeleri ve takım izleri bulunmayacaktır.
- Dik işlenmiş yüzeyler yüzey pürüzlülüğü spesifikasyonlarını karşılayacaktır.
Talaşlar, Çapaklar ve Keskin Kenarlar
- Açıkta kalan tüm kenarlarda çapak, keskin kenar ve talaş parçaçıkları bulunmamalıdır.**
- **Seçilen bir ardıl işlem ile belirtilmediği sürece sac kesim parçaların çapakları tam olarak temizlenmez.
Yabancı Madde Hasarı (FOD)
- Yüzeylerde kesim sıvısı, metal talaşlar, yabancı cisimler ve diğer kalıntılar bulunmayacaktır.
Kılavuz Delikleri
- Çekilen kılavuzlar tamamen şekillendirilecek ve verilen çizimlerde belirtilen boyut ve sınıfta kesilecektir.
- Dişlerde kusur, belirgin hasar ve kirlenme olmayacaktır. Şekilleri imalat standartlarına uygun olacaktır (çaplar, uzunluklar, hatve, diş şekli, pahlar)
Countersinks (Havşalar)
- Havşalar yuvarlak olmalı ve baskı özelliklerine göre yapılmalı ve eşleşen cıvata ile uygun şekilde tasarlanan uyumu sağlamalıdır.
- Havşalarda çapak, çentik veya diğer takım kusurları bulunmayacaktır.
Yüzey Estetiği
- Yüzeylerdeki boya kaplaması, montaj parçalarının bileşimindeki farklı malzemeler de dahil olmak üzere eşit olacaktır.
- Bitmiş yüzeyler talaş, sıyrık veya diğer hasarlar dahil olmak üzere kusurlardan arındırılmış olacaktır.
Kaplanmış Yüzeyler
- Kaplanmış yüzeyler, montaj parçalarının komşu yüzeyleri de dahil olmak üzere tek tip olacaktır.
- Kaplanmış yüzeylerde işleme izleri, çizikler, çukurlar, çıkıntılar veya gözle görülür bir biçimde kaplanmamış metal yüzey bulunmayacaktır.
- Bazı küçük kusurlara, koruyucu yüzeyi tehlikeye atmadıkları sürece belirli durumlarda izin verilebilir.
Boyalı Yüzeyler
- Boyalı yüzeyler son katman boyası itibariyle tutarlı ve düzgün olacaktır.
- Boyalı yüzeylerde görünür takım izleri, çizikler, aşınmalar, talaş parçacıkları, baloncuklar, soyulmalar veya görünür boş metal yüzey bulunmamalıdır.
- Boyalı yüzeyler bu standarda göre 50 cm mesafeden 1X büyütme ile incelenmelidir.
Montajlı ve Esnek Unsurlar
- Xometry, montajlı parçaların uyumundan sorumlu değildir.
- Xometry, geçmeli tırnakların, klipslerin veya hareketli menteşelerin işlevinden sorumlu değildir.
Tasarım, Çizim ve Teklif Uyuşmazlıkları
Xometry tasarım tabanlı çalışan bir şirkettir, ancak teknik çizimin CAD modelinde belirtilenin yerini alabileceği durumlar da vardır. Parçalarınızı üretmek için hangi dosyayı ve hangi bilgileri esas aldığımızı anlamanıza yardımcı olmak için bir tablo hazırladık. Xometry Instant Quoting Engine®’nin notlar bölümünde bir gereklilik belirtmediğiniz sürece, tüm gereklilikler ya çizimden, ya CAD dosyasından ya da teklifin kendisi baz alınarak oluşturulacaktır.
Bir modelin yakalayamayacağı detaylar için destekleyici bir çizim gereklidir. Bunun örnekleri GD&T belirtme işaretleri, kılavuz boyutları, insertler, daha iyi yüzey pürüzlülüğü (125Ra µ) gereksinimleri ve hem genel (tolerans bloğu) hem de özel toleranslardır.
IQE ile Müşteri Siparişi
IQE (Anlık Fiyat Motoru), müşterilerimizin online platformumuz aracılığıyla siparişlerini oluşturabildiği yapay zeka destekli teklif oluşturma aracıdır.
Yukarıdaki tablo genel olarak parçalarınızı üretmek için hangi belgeyi takip edeceğimizi açıklasa da, mühendislerimizin maliyeti, teslim süresini veya üretilebilirliği etkileyebilecek herhangi bir tutarsızlığı çözmek için sizinle iletişime geçebilmesi için siparişinizin beklemeye alınabileceğini lütfen unutmayın. Bu tür gecikmeleri önlemek için en iyi uygulama, teklifinizi dikkatlice gözden geçirmek, teknik çizim gereklilikleriyle eşleştiğinden emin olmak ve doğru belgeleri yüklediğinizden emin olmaktır. Bir tutarsızlığın kasıtlı olduğu durumlarda, lütfen teklifinizi oluştururken notlar bölümünde bunu belirtin. Mühendislerimiz, tüm tutarsızlıklar giderildikten sonra üreticilerimiz için talimatları güncelleyecektir.
Bir modelin yakalayamayacağı detaylar için destekleyici bir çizim gereklidir. Bunun örnekleri GD&T belirtme işaretleri, kılavuz boyutları, insertler, daha iyi yüzey pürüzlülüğü (3,2 Ra µ) gereksinimleri ve hem genel (tolerans bloğu) hem de özel toleranslardır.


CNC İşleme ve Torna Standartları
- Boyut (uzunluk, genişlik, yükseklik, çap) ve konum ( pozisyon, eşmerkezlilik, simetri) özellikleri için aksi belirtilmedikçe ISO 2768 standarttır.
- İşlendiği gibi teslim edilen parçalar yüzey pürüzlülüğü 3,2 μm Ra değerinde veya daha iyidir. İşleme takım izleri kıvrımlı bir desen bırakabilir.
- Keskin kenarlara varsayılan olarak pah kırılır ve çapakları temizlenir. Keskin bırakılması gereken kritik kenarlar not edilmeli ve bir teknik çizimde belirtilmelidir.
- Şeffaf veya saydam plastikler mat olacak veya işlenmiş herhangi bir yüzeyde yarı saydam işleme izlerine sahip olacaktır.
- Cam küre kumlama, şeffaf plastikler üzerinde donuk bir yüzey bırakacaktır.
- Teklifinizde başka toleransları kabul etmediğimiz sürece, oryantasyon ve form özellikleri için genel toleranslar aşağıda özetlenmiştir. Bu özellikler paralellik, diklik, silindiriklik, düzlük, dairesellik ve doğruluğu içerir.
CNC Parça Oryantasyonu ve Form Genel Toleransları

Boyut toleransları metal işlenmiş bileşenler için geçerlidir. Plastik ve kompozit malzemeler için tipik olarak tolerans miktarının iki katıdır.

CNC İşleme Kapasitemizi Keşfedin
Daha Fazla Bilgi EdinSac Metal Üretim Standartları
Sac Metal Kesim Standartları
- Kalınlık toleransları, ham stok malzemesinin tolerans aralığına bağlı olduğu için kesim toleranslarından bağımsızdır.
- Kenardan kenara toleranslar plakanın/sac levhanın üst yüzeyinde ± 0,3 mm nominaldir.
- Daha kalın malzemelerde lazer kesim, su jeti kesim veya plazma kesimin doğasında bulunan konikler nedeniyle alt yüzeyde bir tolerans sapması olabilir.
- Xometry, sac metal kesim (lazer kesim) malzemeleri için düzlemselliği garanti edemez.
- Çapı 2 mm veya daha küçük olan delikler standart toleranslardan biraz daha büyük olabilir ve deliğin profilinin yakınında meydana gelen malzeme penetrasyonu nedeniyle tam olarak yuvarlak olmayabilir.
- Bir kesim profilinde giriş ve çıkışta küçük bir malzeme kalıntısı veya farklı bir kenar özelliği görülebilir.
- Su jeti veya fiber lazer makineleri kullanılarak yapılan imalat sırasında iş parçasını tutmak için 5 cm’nin altındaki parçalarda tırnaklar bulunabilir.
- Önceden işlenmiş veya desenli sacların, örneğin fırçalanmış veya parlatılmış malzemelerin sadece bir tarafı kozmetik kaplamaya sahip olabilir.
- Kozmetik yüzeylerin zarar görmesini önlemek için ürünler üzerine koruyucu film sarılabilir.
- Lazer kesim malzemelerinin kenarları, pürüzsüz kenarlara nazaran dikey çizgilere sahip olacaktır.
- Büyük çapaklar ve pürüzler giderilecektir, ancak açıkça talep edilmedikçe veya kimyasal filmler veya kaplamalar gibi gelişmiş bir ardıl işlem talep edilmedikçe parçalar sevkiyattan önce manuel olarak tamamen çapaktan arındırılmaz.
- Bazı kesilmiş malzemelerde, kesilmiş kenarların yakınında geri tepme veya aşırı püskürtmeden kaynaklanan ufak renk değişiklikleri görülebilir.
Sac Metal Şekillendirme Standartları
- Şekillendirme ve büküm: ±0.5 mm
- Deliğe veya başka bir unsura göre büküm: ±0.3 mm
- Büküm noktaları hariç doğrusal boyutlar: ±0.3 mm
- Açısallık: ±2 degrees
- Yüzey pürüzlülüğü (işlenmemiş malzeme): Ra 3.2 μm max
- Yüzey pürüzlülüğü (zaman tasarrufu): Ra 3.2 μm max
- Teknolojiye bağlı olarak keskin kenarlara pah kırılır ancak tamamen manuel olarak çapak alınmaz. Keskin bırakılması gereken kritik kenarlar not edilmeli ve çizim üzerinde belirtilmelidir.
- Belirli sac metal tasarımları özel takım gerektirir ve manuel fiyat teklifi için işaretlenecektir: kenar kıvrımları, kıvrılmış flanşlar, haddelenmiş saclar, damgalı parçalar ve kaynaklı montajlar. Parçanız bu özellikleri içeriyorsa, lütfen manuel fiyat teklif talebinde bulunun ve ekibimizin inceleme sonrası size doğru bir maliyet ve teslim süresi sunmasına izin verin.
Sac Metal Toleranslarının Devamı
Düz Parçalar
Standart malzeme kalınlıklarına sahip abkant büküm veya dik işlem uygulaması gerektirmeyen düz sac metal parçalarda ±0,3 mm tolerans karşılanabilir.
Basit Büküm / Tek Yüzey
Standart bir büküm yarıçapına büküm işlemi gerektiren parçalar tasarlarken, sac metal toleranslarının açılması gerekir. Basit büküm parçaları için Xometry, tek bir büküm boyunca boyutlar için ±0,3 mm tolerans sağlayabilir. Büküm yarıçapının kendisi ±1.0° ile sınırlandırılmıştır.
Çoklu Yüzey Bükümleri
Birden fazla büküm üzerinden ölçülen boyutlar için Xometry ±0,5 mm’lik bir değer sunabilir.



Sac Metal Toleransları Referans Tablosu

Sac Metal İmalat Kapasitemiz Hakkında Daha Fazla Bilgi Edinin
Daha Fazla Bilgi Edin3D Baskı Üretim Standartları
SLS 3D Baskı
- 100 mm’den büyük parçalar için ±%0,3 (100 mm’nin altında ±0,3 mm)
- Daha kalın geometrilere sahip parçalar, düz veya geniş parçalar (>18 cm) ve eşit olmayan et kalınlıklarına sahip parçalar, değişken termal çekme ve gerilim nedeniyle önemli sapmalara veya bükülmeye eğilimli olacaktır.
- Tasarlanan dişler veya kritik unsurlar sınırlı işlevselliğe sahip olabilir. En iyi işlev için ekstra kılavuz çekme veya insert yerleştirilmesi önerilir. Başarılı bir kılavuz veya insert uygulaması için malzeme kalınlığı en az 2 mm olmalıdır.
- Garanti edilen toleranslar ancak manuel teklif incelemesi ile mümkün olabilir ve koşullara bağlı olarak onaylanmalıdır.
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.
- Erişilebilir olması halinde standart boyutlu delikler açılacaktır, 1 mm’den küçük, düzgün olmayan veya derin delikler çekebilir veya baskı esnasında kapanabilir.


HP MJF 3D Baskı
- 100 mm’den büyük parçalar için ±%0,3 (100 mm’nin altında ±0,3 mm)
- Daha kalın geometrilere sahip parçalar, düz veya geniş parçalar (>18 cm) ve eşit olmayan et kalınlıklarına sahip parçalar, değişken termal çekme ve gerilim nedeniyle önemli sapmalara veya bükülmeye eğilimli olacaktır.
- Tasarlanan dişler veya kritik unsurlar sınırlı işlevselliğe sahip olabilir. En iyi işlev için ekstra kılavuz çekme veya insert yerleştirilmesi önerilir.
- Doğal gri renk, unsurların boyutuna ve yapı yönelimine bağlı olarak tutarsız görünebilir. Üretim parçaları için siyah toz boya önerilir.
- Garanti edilen toleranslar ancak manuel teklif incelemesi ile mümkün olabilir ve koşullara bağlı olarak onaylanmalıdır.
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.0.5 mm’den küçük, düzgün olmayan veya derin delikler çekebilir veya baskı esnasında kapanabilir.
SLA 3D Baskı
- Garanti edilen toleranslar ancak manuel teklif incelemesi ile mümkün olabilir ve koşullara bağlı olarak onaylanmalıdır.
- Tasarlanan dişler veya kritik unsurlar sınırlı işlevselliğe sahip olabilir. En iyi işlev için ekstra kılavuz çekme veya insert eklenmesi önerilir.
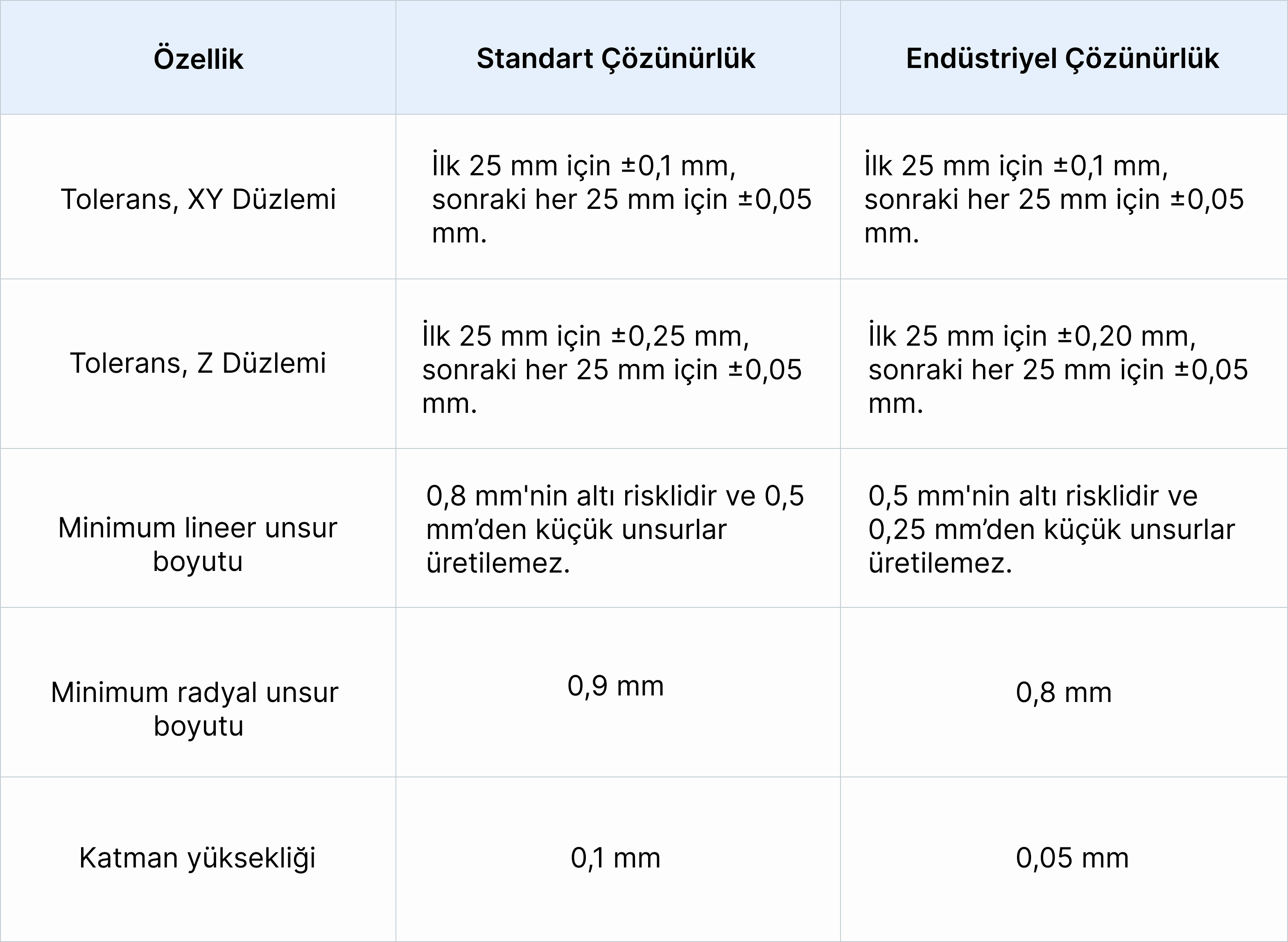
- Standart ve Yüksek Çözünürlük seçenekleri için tolerans değerleri aşağıdaki tabloda açıklanmıştır
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.
- Destek yapılarının kalıntıları ve sökme işlemi sonrası destek izleri mevcut olacaktır.

DMLS 3D Baskı
- ±0.2% (±0.1 – 0.2 mm)
- Bununla birlikte, Xometry yeni bir tasarımın ilk siparişinde toleransları garanti etmez. Tolerans beklentisi farklı malzemeler arasında değişiklik gösterebilir (örneğin paslanmaz çeliğe karşı alüminyum).
- Üretim sırasındaki iç gerilmeler, destek yapısı stratejisi ve diğer geometrik hususlarr toleranslarda ve düzlemsellikte sapmaya neden olabilir.
- Hassas düzlemsellik gerektiren parçalar ve geometriler bu proses için uygun değildir.
- Tasarlanan dişler veya kritik unsurlar sınırlı işlevselliğe sahip olabilir. En iyi işlev için ekstra kılavuz çekme veya insert yerleştirilmesi önerilir.
- Beklenen yüzey pürüzlülüğü, parça üretim oryantasyonu ve kullanılan malzemeye bağlı olarak 150-400 µin RA’dır.
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.
FDM 3D Baskı
- Hem standart hem de endüstriyel çözünürlükler için 100 mm’den büyük parçalar için ±%0,5 (100 mm’nin altında ±0,5 mm)
- Garanti edilen toleranslar ancak manuel teklif incelemesi ile mümkün olabilir ve koşullara bağlı olarak onaylanmalıdır.
- Xometry, aksi belirtilmedikçe genel yüzey kalitesini ve minimum üretim süresini dikkate alarak optimum parça üretim oryantasyonunu seçer.
- Metin unsurları da dahil olmak üzere minimum çözülebilir özellik boyutu en az 0,9 mm’dir (1,1 mm veya daha büyük olması en güvenlisidir).
- Tasarlanan dişler veya kritik unsurlar sınırlı işlevselliğe sahip olabilir. En iyi işlev için ekstra kılavuz çekme veya insert yerleştirilmesi önerilir.
- 2 mm’den küçük delikler, yatay delikler ve çıkıntılar, katman adımlaması nedeniyle biraz köşeli görünecektir.
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.


Polyjet 3D Baskı
- İlk 25 mm için ±0,1 mm, sonraki her 25 mm için ±0,05 mm.
- Minimum unsur boyutu 1,2 mm tutarlılıkla üretilebilir.
- Kauçuk benzeri malzemeler, shore A değerlerinin bir benzerini temsil eder ve farklı geometriler arasında değişiklik gösterebilir.
- Genel toleranslar, aksi belirtilmedikçe ardıl işlemlerden öncesi için geçerlidir.
3D Baskı Kapasitemiz Hakkında Daha Fazla Bilgi Edinin
Daha Fazla Bilgi EdinFormatif İmalat Standartları
Plastik Enjeksiyon Kalıplama
Enjeksiyon kalıplama toleransları DIN 16742-2013 standartlarına göre belirlenmiştir.
- Genel kalıp işleme toleransları ±0,127 mm’dir. DIN 16742-2013 standartlarına uygun olarak işlenir.
- Daha sıkı toleranslar talep edilebilir ve kalıp maliyetini artırabilir. Ayrıca, birçok sıkı tolerans kalıbın maliyetini ve ömrünü artırabilir ayrıca bakım aralıklarını kısaltabilir.
- Parçadan parçaya tutarlılık genellikle ±0,1 mm’nin altındadır.
- Belirtilen teslim süresi ilk numune sevkiyatı (T0) içindir. Kalan üretim süresi T0 numune onayından sonra teyit edilir.
- Genellikle ilk numune sevkiyatları 5 adettir ancak müşterilerimizin talebine göre değişiklik gösterebilir.
- Xometry, Pantone / RAL veya başka bir renk sistemine göre mükemmel bir renk eşleşmesini garanti edemez. Tam bir renk eşleşmesi gerekiyorsa, müşteri Teklif aşamasında hedeflenen rengin düz bir örneğini göndererek Xometry’ye bir Renk örneği sağlamalıdır.
- Tüm teklifler, tasarımların üretilebilirlik için yeterli çıkma açıları, radyuslar ve duvar kalınlıklarına uygun olduğu varsayımına dayanmaktadır.
- Kaviteler, hareketli maçalar ve kalıplama stratejisi, açıkça belirtilmediği sürece Xometry tarafından belirlenir.
- Yolluk sistemleri, itici pimler, birleşme çizgileri ve ayırma çizgileri açıkça belirtilmediği sürece Xometry’nin takdirine bağlıdır.

Basınçlı Kalıplama
Basınçlı döküm toleransları ISO-8062-3-2007 standartlarına göre belirlenmektedir.
- Genellikle kalıp işleme toleransları ±0,0254 mm’dir.
- Daha sıkı toleranslar talep edilebilir ve kalıp maliyetini artırabilir. Ayrıca, birçok sıkı tolerans kalıbın maliyetini ve ömrünü artırabilir ayrıca bakım aralıklarını kısaltabilir.
- Kritik toleranslı bölgeler ve yüzey finişleri ardıl işlem gerektirebilir ve siparişten önce teklifte belirtilmelidir. Sonradan işlenen özellikler Xometry’nin CNC üretim standartlarına uygun olacaktır.
- Xometry, müşteri tarafından sağlanan döküm (as-cast) modeline uygun olarak döküm bileşenleri üretecektir. Bu modeller, işleme sonrası gibi herhangi bir ek işleme çalışması için uygun malzemeye sahip olmalıdır. Döküm 3D modelinin yanı sıra nihai modelin ve beraberindeki teknik çizimlerin sağlanması tavsiye edilir.
- Parçadan parçaya tutarlılık genellikle ±0,1 mm’nin altındadır.
- Basınçlı döküm için standart yüzey döküldüğü gibidir ve ek işlem yapılmadan belirli bir Ra pürüzlülük değerini garanti edemez.
- Belirtilen teslim süresi ilk numune sevkiyatı (T0) içindir. Kalan üretim süresi T0 numune onayından sonra teyit edilir.
- Genellikle ilk numune sevkiyatları 5 adettir ancak müşterilerimizin talebine göre değişiklik gösterebilir.
- Tüm teklifler, tasarımların üretilebilirlik için yeterli çıkma açıları, radyuslar ve duvar kalınlıklarına uygun olduğu varsayımına dayanmaktadır.
- Kaviteler, hareketli maçalar ve kalıplama stratejisi, Üretilebilirlik için Tasarım (DFM) raporu aracılığıyla açıkça belirtilmediği sürece Xometry tarafından belirlenir.
- Yolluk sistemleri, itici pimler, birleşme çizgileri ve ayırma çizgileri açıkça belirtilmediği sürece Xometry’nin takdirine bağlıdır.
- Basınçlı döküm parçaları üzerindeki ayırma çizgileri, parça boyunca ilerleyen ince bir çıkıntı olarak görülebilir.
- Döküm parçalarda bir veya daha fazla yolluk kalıntısı olabilir ve bunlar sökülür, yontulur veya taşlanır.
- Döküm parçalar üzerinde yuvarlak düzlemlere benzeyen itici pimi izleri bulunacaktır.
Silikon Kalıplama
- Parçanın nominal boyutundan %0,3 (± 0.25 mm) tolerans sapma oranı bulunur. Düzensiz veya aşırı kalın geometriler, çekme nedeniyle sapmalara veya eğilmelere neden olabilir.
- Yüzey kaplaması harici olarak saten veya mat bir yüzeye getirilir. Dahili veya erişilmesi zor bölgelerde büyüme çizgileri mevcut olabilir. Parlatma veya özel ardıl işlemler sipariş sırasında açıkça tanımlanmalı ve üzerinde anlaşmaya varılmalıdır.
- Xometry, prototipinizin yüzey dokusu için nihai ürününüzde VDI benzeri yüzey standartları sunabilir.
- Keskin köşeler ve metinler biraz yuvarlanmış görünebilir.
